
Kiired üksikasjad
Toote ID: EI042502KK
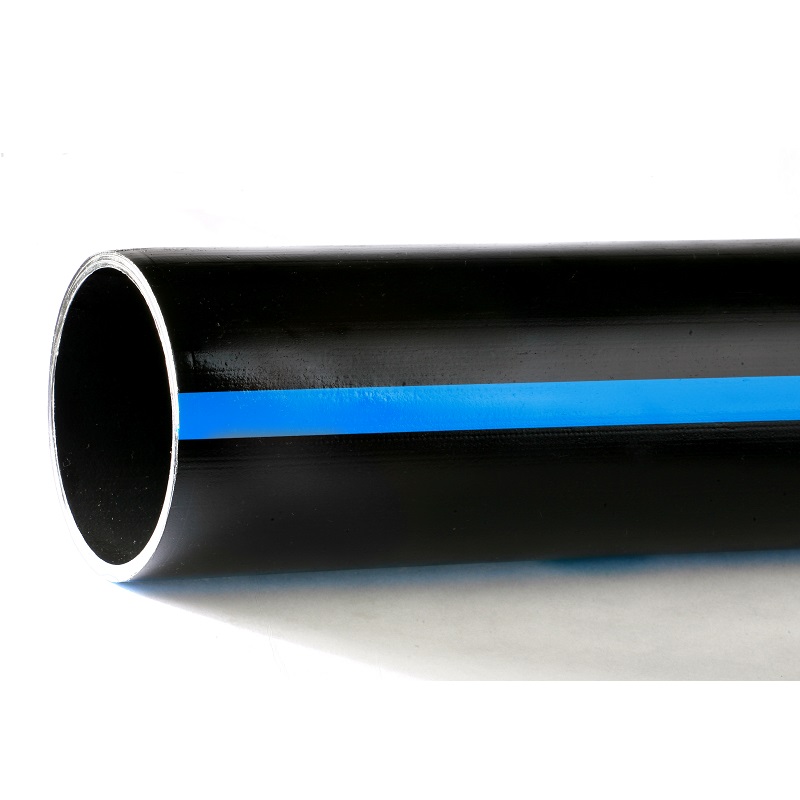
Nimiläbimõõt: 12-110 mm
Rõhu reiting: 0,25 Mpa, 0,4 Mpa, 0,6 Mpa
Sobib: keskmise ja kõrge rõhuga niisutustorud, mida kasutatakse maa-aluste osade jaoks
magistraaltorud, näiteks torude niisutamine, mikrovihmutiga niisutamine;madala rõhuga niisutustorud võivad
Kasutada niisutustorude harutorude jaoks, sprinklerniisutus, tilkniisutussüsteemid.
Kasutatav temperatuur: 0-45 ℃
Ühendusrežiim : See on peamiselt ühendatud kiirühendusega.
Dayu Water Saving Group Co., Ltd. asutati 1999. aastal. See on riiklik kõrgtehnoloogiline ettevõte, mis põhineb Hiina Veeteaduste Akadeemial, Veevarude ministeeriumi teaduse ja tehnoloogia edendamise keskusel, Hiina Teaduste Akadeemial, Hiina Tehnikaakadeemia ja teised teaduslikud uurimisasutused.Noteeritud kasvuettevõtete turul.Laokood: 300021. Ettevõte on asutatud 20 aastat ning on alati keskendunud ja pühendunud põllumajanduse, maapiirkondade ja veevarude lahendustele ja teenindamisele.Sellest on kujunenud põllumajandusliku vee säästmise, linna- ja maaveevarustuse, reoveepuhastuse, targa veemajanduse, veesüsteemi ühendamise, veeökoloogilise majandamise ja taastamise ning muude valdkondade kogumik.Professionaalne süsteemilahenduste pakkuja kogu tööstusahelale, mis ühendab projekti planeerimise, projekteerimise, investeeringute, ehituse, käitamise, juhtimise ja hooldusteenused.See on tööstuses esimene põllumajandusliku vee säästmise valdkonnas Hiinas ja ülemaailmne liider.
Kõrge tihedusega polüetüleen, ingliskeelne nimi on "High Density Polyethylene" või lühendatult "HDPE".HDPE on väga kristalne mittepolaarne termoplastne vaik.Algse HDPE välimus on piimjasvalge ja õhuke osa on teatud määral poolläbipaistev.PE-l on suurepärane vastupidavus enamikule kodu- ja tööstuskemikaalidele.Teatud tüüpi kemikaalid võivad põhjustada keemilist korrosiooni, näiteks söövitavad oksüdeerijad (kontsentreeritud lämmastikhape), aromaatsed süsivesinikud (ksüleen) ja halogeenitud süsivesinikud (süsiniktetrakloriid).Polümeer on mittehügroskoopne ja hea veeaurukindlusega ning seda saab kasutada pakendamiseks.HDPE-l on head elektrilised omadused, eriti isolatsiooni kõrge dielektriline tugevus, mistõttu see sobib väga hästi juhtmete ja kaablite jaoks.Keskmise kuni suure molekulmassiga klassidel on suurepärane löögikindlus isegi toatemperatuuril ja isegi madalatel temperatuuridel -40 F.
HDPE on termoplastne polüolefiin, mis on toodetud etüleeni kopolümerisatsiooni teel.Kuigi HDPE toodi turule 1956. aastal, pole see plast veel küpset taset saavutanud.See üldotstarbeline materjal arendab pidevalt uusi kasutusviise ja turge.
Põhijooned
HDPE on kõrge kristallilisusega mittepolaarne termoplastne vaik.Algse HDPE välimus on piimjasvalge ja õhuke osa on teatud määral poolläbipaistev.PE-l on suurepärane vastupidavus enamikule kodu- ja tööstuskemikaalidele.Teatud tüüpi kemikaalid võivad põhjustada keemilist korrosiooni, näiteks söövitavad oksüdeerijad (kontsentreeritud lämmastikhape), aromaatsed süsivesinikud (ksüleen) ja halogeenitud süsivesinikud (süsiniktetrakloriid).Polümeer on mittehügroskoopne ja hea veeaurukindlusega ning seda saab kasutada pakendamiseks.HDPE-l on head elektrilised omadused, eriti isolatsiooni kõrge dielektriline tugevus, mistõttu see sobib väga hästi juhtmete ja kaablite jaoks.Keskmise kuni suure molekulmassiga klassidel on suurepärane löögikindlus isegi toatemperatuuril ja isegi madalatel temperatuuridel -40 F.Erinevate HDPE klasside ainulaadsed omadused on nelja põhimuutuja õige kombinatsioon: tihedus, molekulmass, molekulmassi jaotus ja lisandid.Eriomadustega kohandatud polümeeride tootmiseks kasutatakse erinevaid katalüsaatoreid.Nende muutujate kombinatsioon toodab HDPE klassid erinevatel eesmärkidel;jõudluses parima tasakaalu saavutamine.
tihedus
See on peamine muutuja, mis määrab HDPE omadused, kuigi neli mainitud muutujat mõjutavad üksteist.Etüleen on polüetüleeni peamine tooraine.Polümeeri jõudluse parandamiseks kasutatakse sageli ka mõnda muud komonomeeri, nagu 1-buteen, 1-hekseen või 1-okteen.HDPE puhul ei ületa ülaltoodud mõne monomeeri sisaldus üldiselt 1–2%.Komonomeeri lisamine vähendab veidi polümeeri kristallilisust.Seda muutust mõõdetakse üldiselt tihedusega, millel on lineaarne seos kristallilisusega.Ameerika Ühendriikide üldine klassifikatsioon on kooskõlas ASTM D1248 ja HDPE tihedus on 0,940 g/.üle C;MDPE tihedusvahemik on 0,926–0,940 g/CC.Teised klassifikatsioonid klassifitseerivad MDPE mõnikord HDPE-ks või LLDPE-ks.Homopolümeeridel on kõrgeim tihedus, kõrgeim jäikus, hea läbilaskvus ja kõrgeim sulamistemperatuur, kuid üldiselt on neil halb vastupidavus keskkonnamõjude lõhenemisele (ESCR).ESCR on PE võime seista vastu mehaanilisest või keemilisest pingest põhjustatud pragunemisele.Suurem tihedus parandab üldiselt mehaanilist tugevust, nagu tõmbetugevus, jäikus ja kõvadus;termilised omadused, nagu pehmenemispunkti temperatuur ja soojusmoonutustemperatuur;ja mitteläbilaskvus, nagu õhu läbilaskvus või veeauru läbilaskvus.Madalam tihedus parandab selle löögitugevust ja E-SCR-i.Polümeeri tihedust mõjutab peamiselt komonomeeride lisamine, kuid vähemal määral ka molekulmass.Kõrge molekulmassi protsent vähendab veidi tihedust.Näiteks homopolümeeridel on laias molekulmassivahemikus erinev tihedus.
Tootmine ja katalüsaator
Kõige tavalisem PE tootmismeetod on läga- või gaasifaasi töötlemine ja mõned neist toodetakse lahusefaasi töötlemisel.Kõik need protsessid on eksotermilised reaktsioonid, mis hõlmavad etüleenmonomeeri, a-olefiinmonomeeri, katalüsaatorisüsteemi (võib olla rohkem kui üks ühend) ja erinevat tüüpi süsivesinike lahjendeid.Molekulmassi kontrollimiseks kasutatakse vesinikku ja mõningaid katalüsaatoreid.Suspensioonireaktor on üldiselt segamispaak või sagedamini kasutatav suuremahuline kontuurireaktor, milles saab lobri tsirkuleerida ja segada.Etüleen ja komonomeeri (vastavalt vajadusele) kokkupuutel katalüsaatoriga tekivad polüetüleeni osakesed.Pärast lahjendi eemaldamist polüetüleen- või pulbrigraanulid kuivatatakse ja lisandid lisatakse vastavalt annusele, et saada graanulid.Kaasaegne tootmisliin suurte kahe kruviga ekstruuderiga reaktoritega suudab toota rohkem kui 40 000 naela PE tunnis.Uute katalüsaatorite väljatöötamine aitab parandada uute HDPE klasside jõudlust.Kaks kõige sagedamini kasutatavat katalüsaatoritüüpi on Philipsi kroomoksiidil põhinevad katalüsaatorid ja titaaniühendi-alküülalumiiniumkatalüsaatorid.Phillipsi katalüsaatoriga toodetud HDPE-l on keskmise laiusega molekulmassi jaotus;titaan-alküülalumiiniumkatalüsaatoril on kitsas molekulmassi jaotus.Katalüsaatorit, mida kasutatakse kitsa MDW polümeeride tootmisel kahes reaktoris, saab kasutada ka laiade MDW klasside tootmiseks.Näiteks kaks järjestikust reaktorit, mis toodavad oluliselt erineva molekulmassiga tooteid, võivad toota bimodaalseid molekulmassiga polümeere, millel on kõik molekulmassi jaotused.PE toruliitmikud
Molekulmass
Suurem molekulmass toob kaasa polümeeri suurema viskoossuse, kuid viskoossus on seotud ka testis kasutatud temperatuuri ja nihkekiirusega.Materjali molekulmassi iseloomustamiseks kasutatakse reoloogiat ehk molekulmassi mõõtmist.HDPE klasside molekulmass on üldiselt vahemikus 40 000 kuni 300 000 ja keskmine molekulmass vastab ligikaudu sulamisindeksi vahemikule, st 100 kuni 0,029/10 min.Üldiselt suurendab suurem MW (madalam sulamisindeks MI) sulamistugevust, paremat sitkust ja ESCR-i, kuid suurem MW muudab töötlemise
Protsess on raskem või nõuab kõrgemat rõhku või temperatuuri.
Molekulmassi jaotus (MWD): PE WD varieerub kitsast laiani sõltuvalt kasutatavast katalüsaatorist ja töötlemisprotsessist.
Kõige sagedamini kasutatav MWD mõõtmise indeks on ebatasasuse indeks (HI), mis võrdub massilise keskmise molekulmassiga (MW) jagatud arvulise keskmise molekulmassiga (Mn).See indeksivahemik kõigi HDPE klasside puhul on 4-30.Kitsas MWD tagab vähese kõveruse ja suure löögi vormimise ajal.Keskmine kuni lai MWD tagab töödeldavuse enamiku ekstrusiooniprotsesside jaoks.Lai MWD võib samuti parandada sulamistugevust ja roomamiskindlust.
lisand
Antioksüdantide lisamine võib takistada polümeeri lagunemist töötlemise ajal ja vältida valmistoote oksüdeerumist kasutamise ajal.Antistaatilisi lisandeid kasutatakse paljudes pakendiklassides, et vähendada pudelite või pakendite kleepumist tolmu ja mustusega.Spetsiifilised rakendused nõuavad spetsiaalseid lisandeid, näiteks traadi ja kaabli rakendustega seotud vase inhibiitoreid.Suurepärane ilmastikukindlus ja ultraviolettkiirguse (või päikesevalguse) vastane toime saavutatakse UV-vastaste lisandite lisamisega.Ilma UV-kindla või tahma PE lisamiseta on soovitatav seda mitte jätkata välitingimustes.Kõrgekvaliteedilised tahma pigmendid tagavad suurepärase UV-kindluse ja neid kasutatakse sageli välistingimustes, näiteks juhtmetes, kaablites, paagikihtides või torudes.
töötlemismeetodid
PE-d saab valmistada väga erinevatel töötlemismeetoditel.Kasutades peamise toorainena etüleeni, propüleeni, 1-buteeni ja kopolümeerina hekseenit, kasutatakse katalüsaatori toimel lobri polümerisatsiooni või gaasifaasi polümerisatsiooni protsessi ning saadud polümeer kiirgatakse, eraldatakse, kuivatatakse, granuleeritakse. jne. Protsess ühtlaste osakestega valmistoodete saamiseks.Sealhulgas näiteks lehtede ekstrusioon, kile ekstrusioon, torude või profiilide ekstrusioon, puhumisvormimine, survevalu ja pöörlev vormimine.
▲ Ekstrusioon: ekstrusiooni tootmiseks kasutatava kvaliteediklassi sulamisindeks on tavaliselt väiksem kui 1 ja keskmine kuni lai MWD.Töötlemise ajal võib madal MI saavutada sobiva sulamistugevuse.Laiemad MWD-klassid on ekstrusiooniks sobivamad, kuna neil on suurem tootmiskiirus, madalam stantsirõhk ja väiksem sulamismurdumise kalduvus.
PE-l on palju ekstrusioonirakendusi, nagu juhtmed, kaablid, voolikud, torud ja profiilid.Torurakendused ulatuvad väikese läbilõikega kollastest torudest maagaasi jaoks kuni paksuseinaliste mustade torudeni, mille läbimõõt on 48 tolli tööstus- ja linnatorustike jaoks.Kiiresti kasvab suure läbimõõduga õõnesseinaga torude kasutamine betoonist vihmavee äravoolutorude ja muude kanalisatsioonitorude asendajana.
Leht ja termovormimine: paljude suurte piknikukülmikute termovormimisvooder on valmistatud PE-st, mis on sitke, kerge ja vastupidav.Muud leht- ja termovormitud tooted hõlmavad porilaudu, paakide vooderdusi, pannikaitseid, veokastisid ja paake.Suur hulk kiiresti kasvavaid lehtrakendusi on multši- või tiigipõhjakülad, mille aluseks on MDPE sitkus, keemiline vastupidavus ja mitteläbilaskvus.
▲ Puhumisvormimine: enam kui 1/3 Ameerika Ühendriikides müüdavast HDPE-st kasutatakse puhumisvormimiseks.Need ulatuvad valgendit, mootoriõli, pesuainet, piima ja destilleeritud vett sisaldavatest pudelitest kuni suurte külmikute, autode kütusepaakide ja kanistriteni.Puhumisvormimisklasside omadused, nagu sulatugevus, ES-CR ja sitkus, on sarnased lehtede ja termovormimisrakenduste puhul kasutatavatega, seega saab kasutada sarnaseid klasse.
Injektsioon-puhumisvormimist kasutatakse tavaliselt väiksemate konteinerite (alla 16 untsi) valmistamiseks ravimite, šampoonide ja kosmeetikatoodete pakendamiseks.Selle protsessi üks eeliseid on see, et tootmispudeleid lõigatakse automaatselt, ilma et oleks vaja järelviimistlusetappe nagu üldine puhumisvormimine.Kuigi pinnaviimistluse parandamiseks kasutatakse mõningaid kitsaid MWD klasse, kasutatakse tavaliselt keskmise kuni laia MWD klassi.
▲Sissepritsevormimine: HDPE-l on lugematu arv rakendusi, alates korduvkasutatavatest õhukeseseinalistest joogitopsidest kuni 5-gsl purkideni, mis tarbivad 1/5 kodumaisest HDPE-st.Survevalu klasside sulamisindeks on tavaliselt 5–10.Seal on sitkuse ja madalama voolavusega ning kõrgema voolavusega klasse, millel on töödeldavus.Kasutusaladeks on igapäevased vajadused ja toidu õhukeseseinalised pakendid;sitked ja vastupidavad toidu- ja värvipurgid;kõrge vastupidavus keskkonnamõjude pragunemise rakendustele, nagu väikesed mootori kütusepaagid ja 90-gallised prügikastid.
▲ Rotatsioonvormimine: seda töötlemismeetodit kasutavad materjalid purustatakse tavaliselt pulbermaterjalideks, mis sulatatakse ja voolavad termilises tsüklis.Rotomolding kasutab kahte tüüpi PE: üldotstarbelist ja ristseotavat.Üldotstarbelise MDPE/HDPE tihedus jääb tavaliselt vahemikku 0,935–0,945 g/CC, kitsa MWD-ga, nii et tootel on suur löök ja minimaalne kõverdumine ning selle sulamisindeks on üldiselt vahemikus 3–8.Kõrgemad MI-klassid ei ole üldiselt sobivad, kuna neil puudub löögi- ja keskkonnamõjude pragunemiskindlus, mida eeldatakse rottvormitud toodetelt.
Suure jõudlusega pöörleva vormimise rakendused kasutavad selle keemiliselt ristseotavate klasside ainulaadseid omadusi.Nendel klassidel on vormimistsükli esimeses osas hea voolavus ja seejärel ristsidumine, et moodustada nende suurepärane keskkonnamõjude pragunemiskindlus ja sitkus.Kulumiskindlus ja ilmastikukindlus.Ristseotav PE sobib ainult suurtele konteineritele, alates 500-gallistest paakidest erinevate kemikaalide transportimiseks kuni 20 000-galliste põllumajandusmahutiteni.
▲ Kile: PE-kile töötlemisel kasutatakse tavaliselt tavalist puhutud kile töötlemist või tasapinnalist ekstrusioonitöötlust.Enamikku PE kasutatakse kile jaoks, saadaval on üldine madala tihedusega PE (LDPE) või lineaarne madala tihedusega PE (LLDPE).HDPE kilet kasutatakse tavaliselt seal, kus on nõutav suurepärane venivus ja suurepärane läbilaskvus.Näiteks kasutatakse HDPE-kilet sageli kaubakottide, toidupoekottide ja toiduainete pakendamiseks.
Toote jõudlus
Suure tihedusega polüetüleen on mittetoksilised, maitsetud ja lõhnatud valged osakesed, mille sulamistemperatuur on umbes 130 °C ja suhteline tihedus 0,941–0,960.Sellel on hea kuuma- ja külmakindlus, hea keemiline stabiilsus, kõrge jäikus ja sitkus ning hea mehaaniline tugevus.Samuti on head dielektrilised omadused ja vastupidavus keskkonnamõjude pragunemisele.
Pakendamine ja ladustamine
Hoida ladustamise ajal tulest ja soojusisolatsioonist eemal.Ladu tuleb hoida kuiv ja korras.Rangelt keelatud on segada igasuguste lisandite, päikesevalguse ja vihmaga.Transporti tuleks hoida puhastes, kuivades, kaetud vagunites või kajutites ning seal ei tohi olla teravaid esemeid, nagu raudnaelad.Segatransport tuleohtlike aromaatsete süsivesinike, halogeenitud süsivesinike ja muude orgaaniliste lahustitega on rangelt keelatud.
ringlusse võtta ja taaskasutada
HDPE on plasti ringlussevõtu turu kõige kiiremini kasvav osa.Selle põhjuseks on peamiselt selle lihtne ümbertöötlemine, minimaalsed lagunemisomadused ja suur hulk rakendusi pakendamiseks.Peamine ringlussevõtt on 25% ringlussevõetud materjalide, näiteks tarbimisjärgsete ringlussevõetavate materjalide (PCR) ümbertöötlemine puhta HDPE-ga, et valmistada pudeleid, mis ei puutu toiduga kokku.
PE-torud veevarustuseks on traditsiooniliste terastorude ja PVC joogiveetorude asendustooted.






